
Traditional phenolic resin produced via bulk polymerization often suffer from broad particle size distribution, high dust emission, and batch-to-batch instability. To overcome these limitations, advanced suspension polymerization has emerged as a premier methodology for manufacturing narrow-distribution, eco-friendly, and highly stable spherical phenolic micro-resins.
Section 1: Synthetic Mechanism and Process Optimization
[Raw Materials: Phenol + Formaldehyde]
⇓ (Oxalic Acid / Acid Catalyst)
[Linear Novolac Oligomers]
⇓ (Water Phase + Polyvinyl Alcohol (PVA) Dispersant)
[Stable Spherical Suspension Droplets]
⇓ (Hexamethylenetetramine (HMTA) / Crosslinking Agent)
[Cured Spherical Phenolic Microbeads]
The synthesis utilizes an acid-catalyzed system (such as oxalic acid) to promote the initial condensation of phenol and formaldehyde. A critical phase of this process is the inversion into a water-borne suspension. Polyvinyl Alcohol (PVA) is introduced as a highly efficient polymeric dispersant to precisely control the interfacial tension and prevent droplet coalescence.
Subsequently, Hexamethylenetetramine (HMTA, or Urotropine) is introduced as both a curing agent and a methylene donor. This crosslinking reaction incorporates unique benzoxazine ring structures into the resin skeleton, which are inherently absent in conventional bulk-polymerized counterparts.
Section 2: Morphological Characterization via SEM
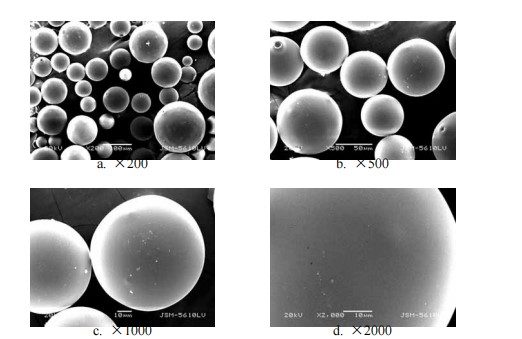
Scanning Electron Microscopy (SEM) and statistical software analysis demonstrate that the suspension-derived phenolic resins exhibit an excellent spherical morphology. Depending on the Formaldehyde-to-Phenol (F/P) molar ratio, the average volumetric grain diameter can be tailored between 102µm and 120µm.
Key Technical Parameters of Commercial Grades:
This highly uniform spherical geometry eliminates the need for mechanical crushing, thereby preventing agglomeration, enhancing storage stability, and significantly optimizing downstream processing performance in compression and injection molding.
Section 3: FT-IR Spectroscopic Analysis
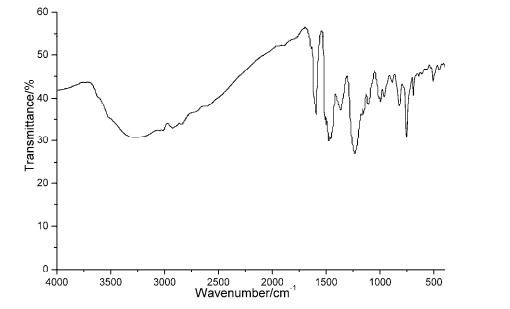
FT-IR analysis confirmed the exact molecular configuration of the suspension phenolic matrix. The broad and intense absorption band spanning 2500 - 3700cm-1 corresponds to the polymeric -O-H stretching vibrations and C-H groups. Characteristic aromatic vibrations include:
Section 4: Thermogravimetric (TG) Kinetic Profiles
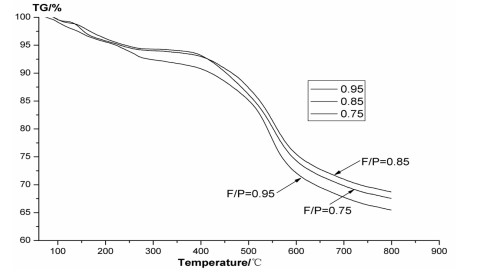
Thermogravimetric Analysis (TGA) highlights the superior thermal degradation resistance of the suspension-processed matrix over conventional solution-processed resins. The pyrolytic kinetics proceed across three distinct thermo-physical steps:
Section 5: Non-Isothermal Curing Kinetics via DSC
Differential Scanning Calorimetry (DSC) curves at multiple heating rates (5, 10, 15, 20℃/min) reveal that the crosslinking mechanism is strictly exothermic. For temperatures under 170°C, the reaction kinetics are governed by the condensation of hydroxymethyl moieties on the phenolic core to generate methylene (-CH2-) and ether bonds (-CH2OCH2-). Above 170°C, benzyl ether decomposition and rearrangement dominate.
The absence of sharp, discrete endothermic spikes indicates that endothermic volatilization and exothermic crosslinking overlap continuously, yielding a smooth curing curve. This attributes to a well-controlled, gradual curing process crucial for defect-free polymer matrix composites.
Suspension-polymerized Phenolic formaldehyde resin represents a significant technological leap over traditional bulk resins. By deploying optimized F/P ratios and high-performance stabilization systems like PVA, manufacturers can achieve precise control over particle morphology, narrow molecular weight distribution, and outstanding thermal stability. This high-purity, spherical phenolic resin stands as an ideal solution for upgrading demanding industrial polymer matrices.
Website: www.elephchem.com
whatsapp: (+)86 13851435272
E-mail: admin@elephchem.com










 IPv6 network supported
IPv6 network supported